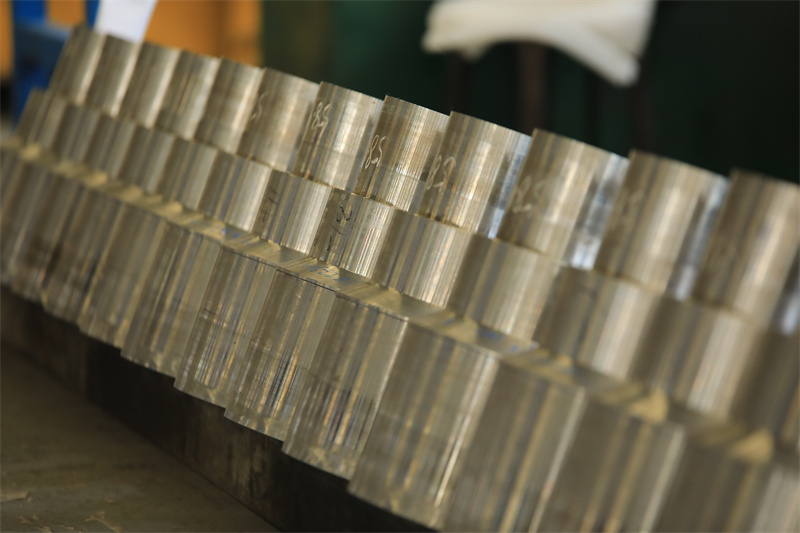
Sérsniðin opinn smíðahluti fyrir bita


Sérsniðin opinn bita smíða kostur
• Smíða umfram aðrar framleiðsluaðferðir felur í sér meiri styrk, áreiðanleika og endingu, sem og getu til að framleiða flókin form með þéttum umburðarlyndi.
• Bæði smíðastærð og lögun eru sérsniðin.
• Smíðaefnisbirgðir eru fáanlegar miðað við krefjandi magn og áætlun.
• Efni stálmylla er endurskoðuð á tveggja ára fresti og samþykkt frá fyrirtækinu okkar WELONG.
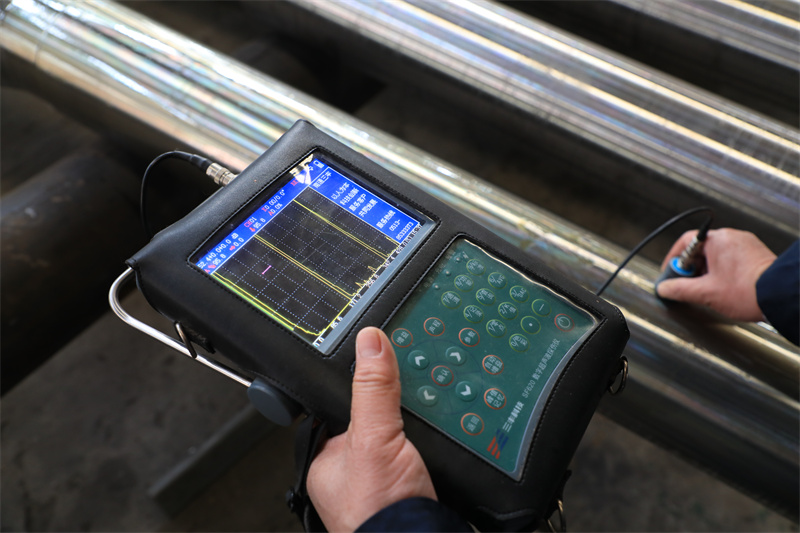
• Hver sveiflujöfnun hefur 5 sinnum ekki eyðileggjandi skoðun (NDE).
Aðalefni
• AISI 4145H MOD,4330,4130,4340,4140,8620 og o.fl.
Ferli
• Smíða + Gróf vinnsla + Hitameðferð + Eiginleika sjálfsprófun + Þriðja aðila prófunin + Frágangur vinnsla + Lokaskoðun + Pökkun.
Umsókn
• Mótorsmíði, sveiflujöfnun, bitasmíði, smíðaskaft, smíðahring og o.fl.
Smíðastærð
• Hámarks smíðaþyngd er um 20T.Hámarks smíðaþvermál er um 1,5M.
Sérsniðið opið bita smíðaferli
• Upphitun: Málmvinnustykkið, venjulega í formi stangar eða stangar, er hitað að hæfilegu hitastigi til að gera það sveigjanlegra.Þetta hitastig er mismunandi eftir tilteknum málmi sem verið er að smíða.
• Staðsetning og uppröðun: Upphitaða vinnustykkið er sett á steðja eða flatt yfirborð, sem tryggir rétta uppröðun fyrir síðari smíðaaðgerðir.
• Hamar: Járnsmiðurinn notar ýmsar gerðir hamra, eins og krafthamar eða handhamar, til að slá og móta málminn.Hamarshögg, ásamt kunnáttusamri meðhöndlun, afmynda vinnustykkið í viðkomandi lögun.
• Endurhitun: Það fer eftir eiginleikum málmsins og hversu flókið lögunin er æskileg, gæti þurft að hita vinnslustykkið nokkrum sinnum á meðan á smíðaferlinu stendur til að viðhalda sveigjanleika þess.
• Frágangur: Þegar æskilegri lögun hefur verið náð er hægt að framkvæma viðbótaraðgerðir eins og klippingu, klippingu eða aðra frágang.